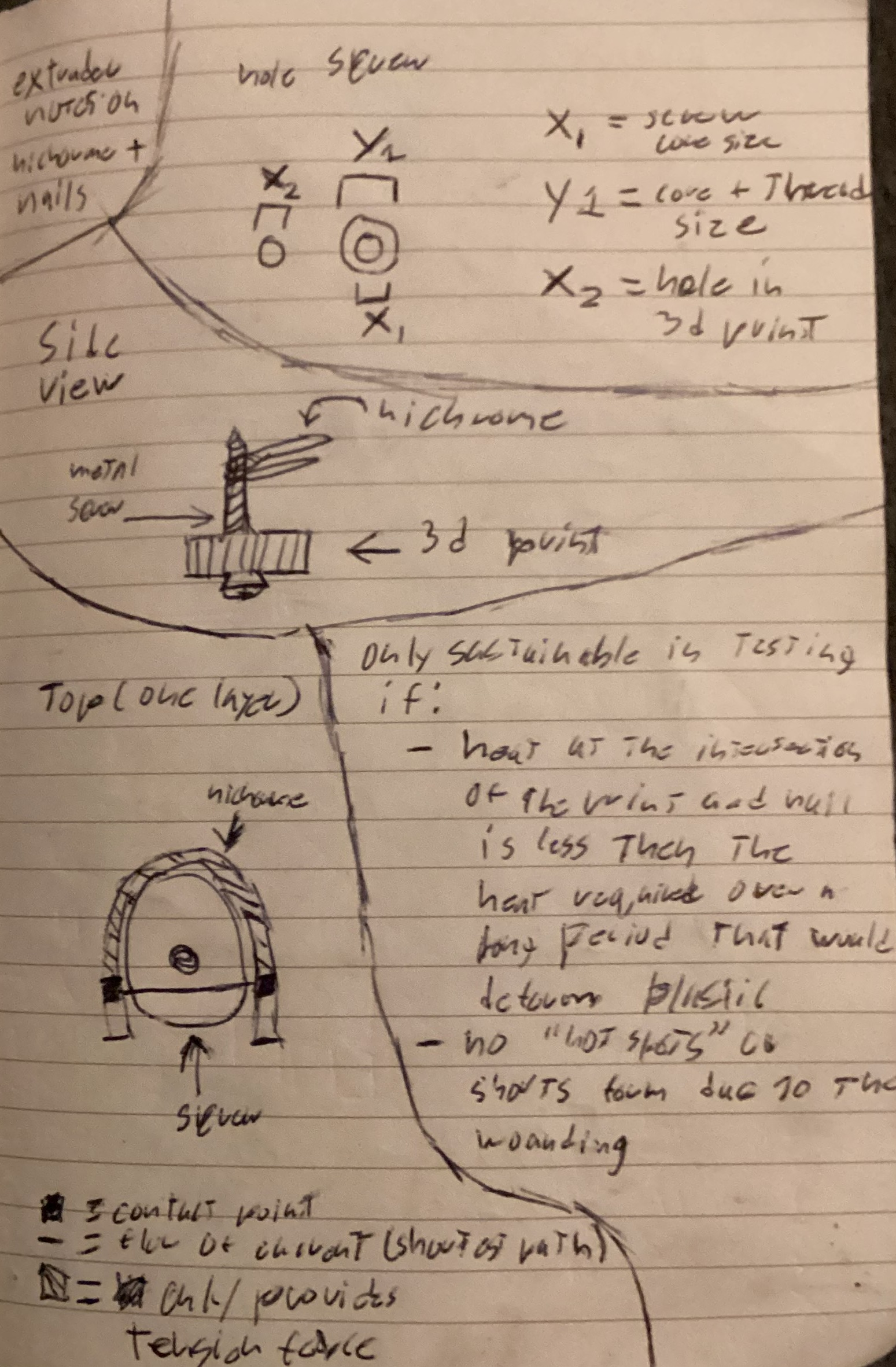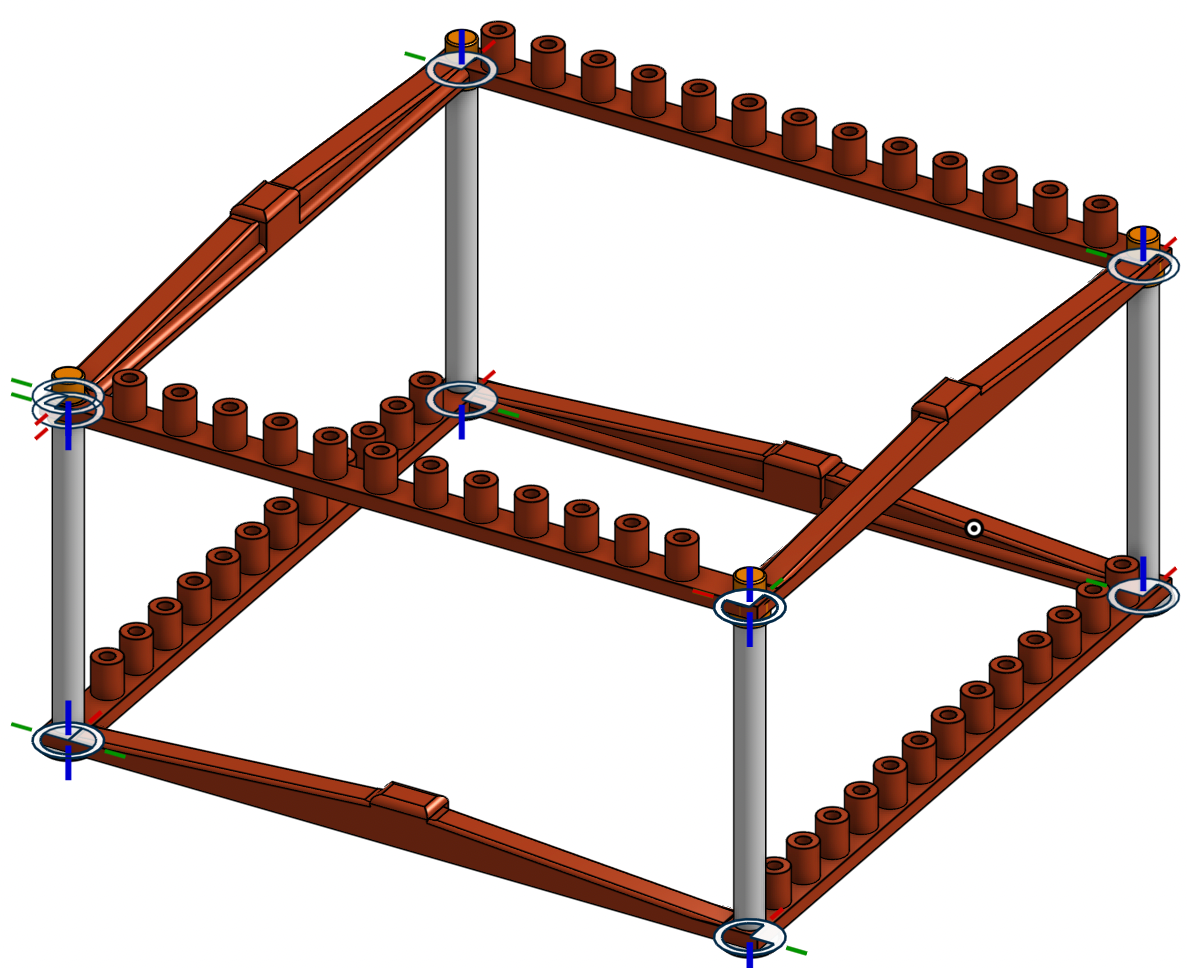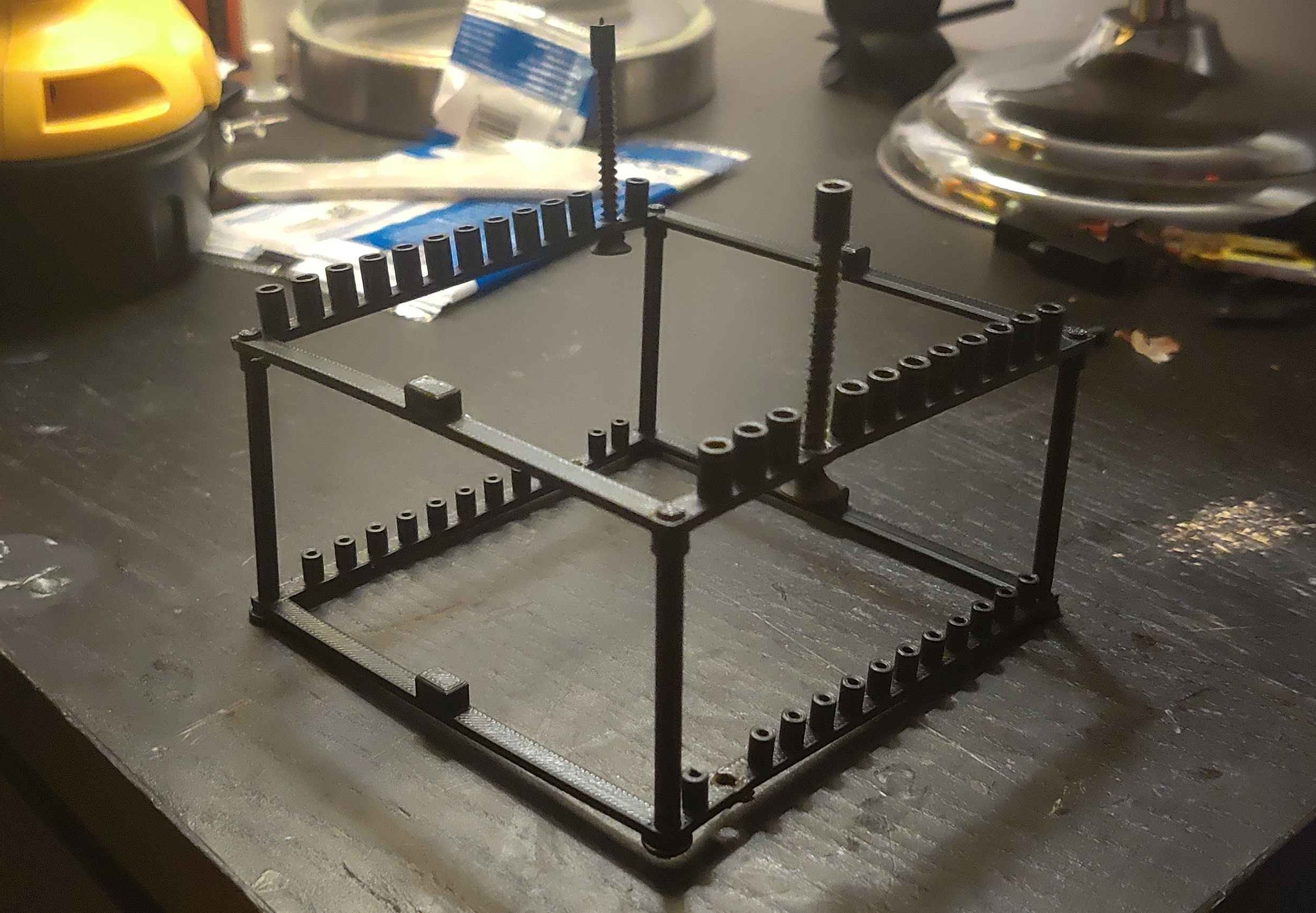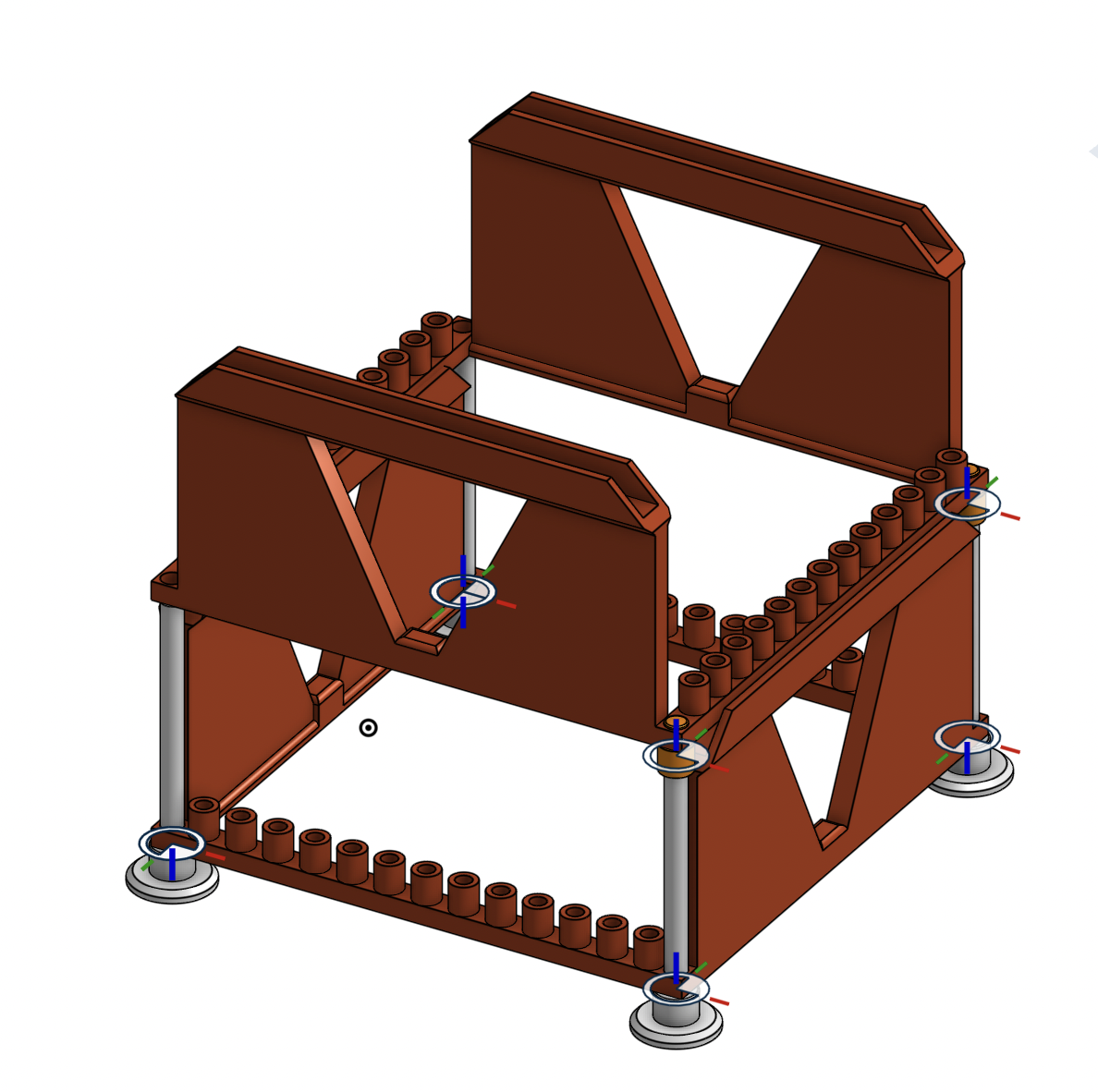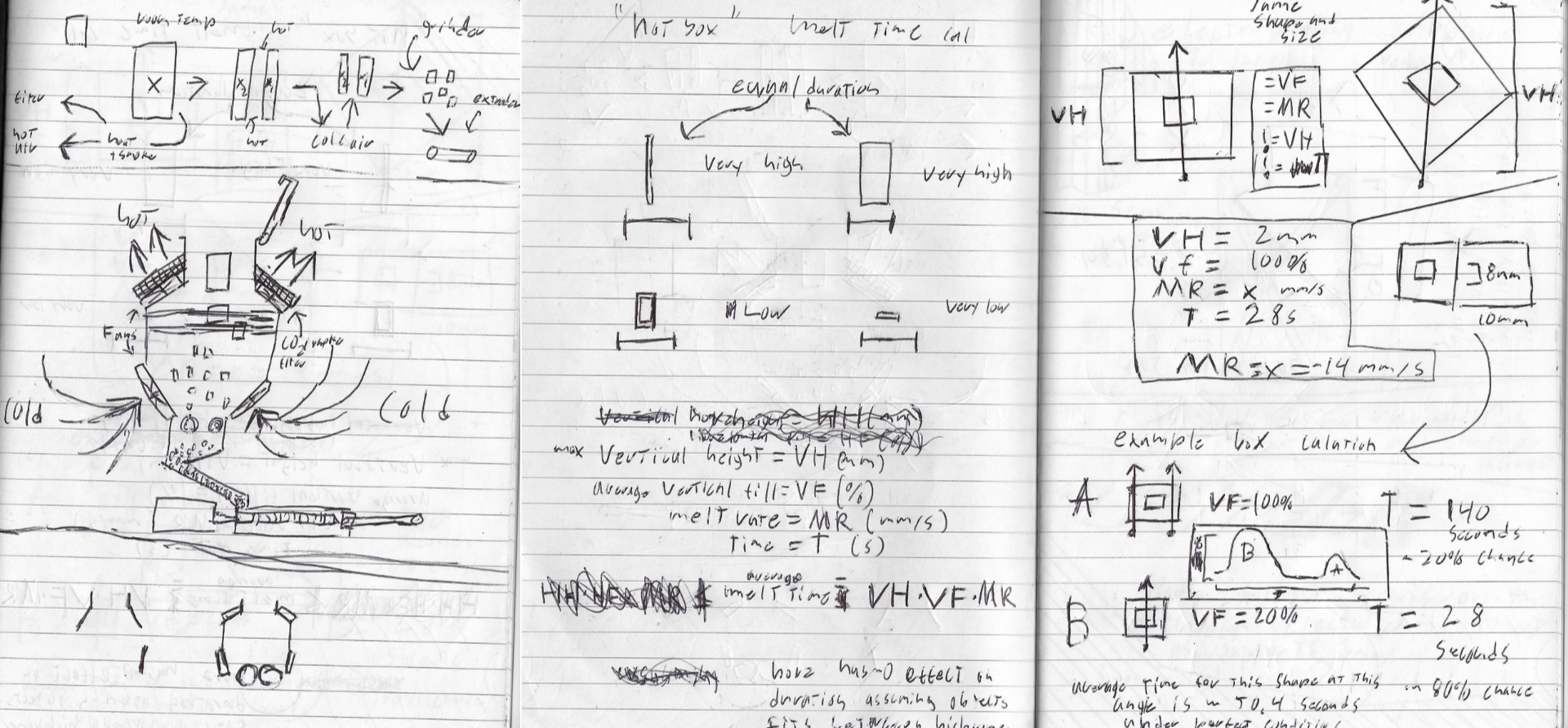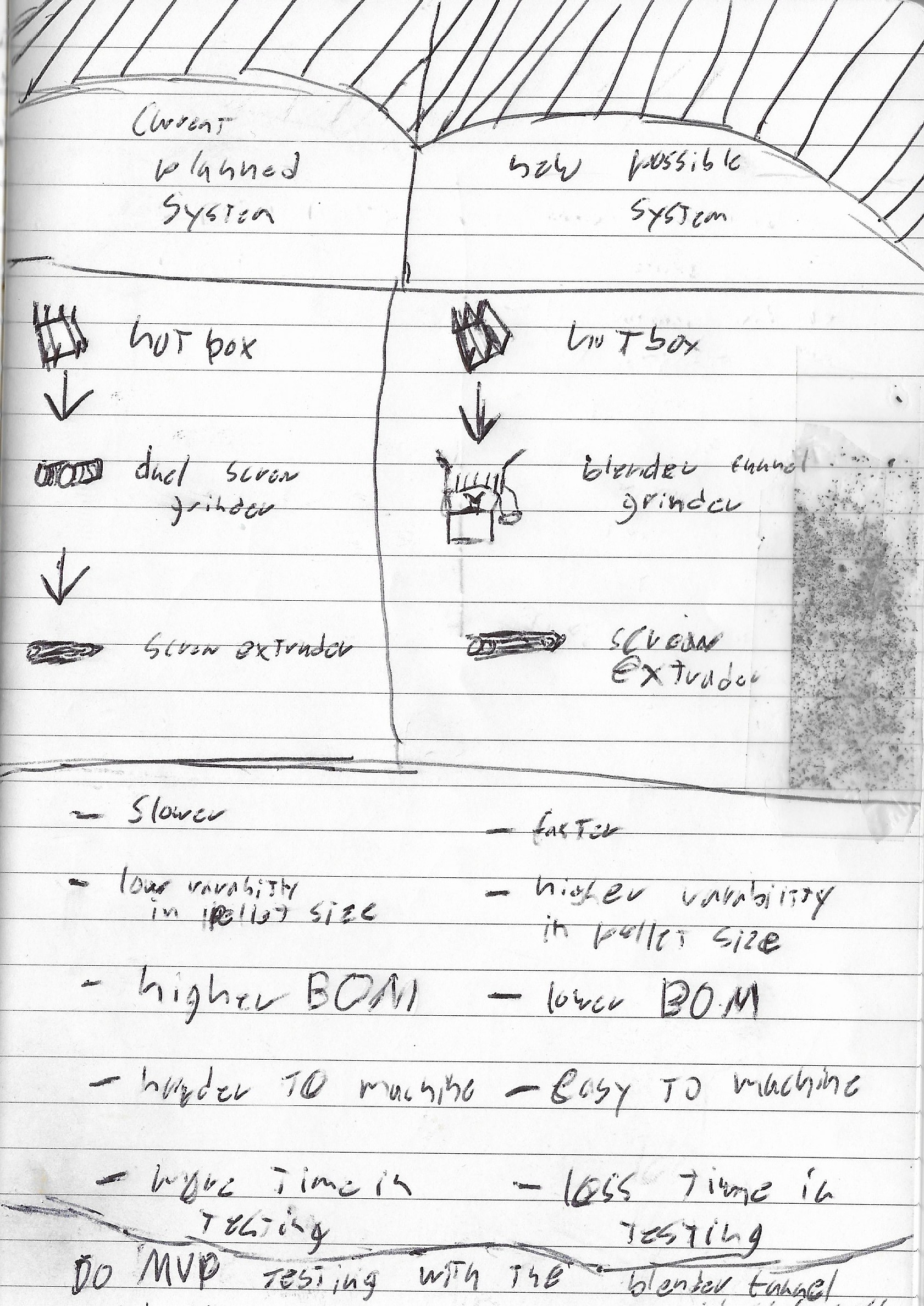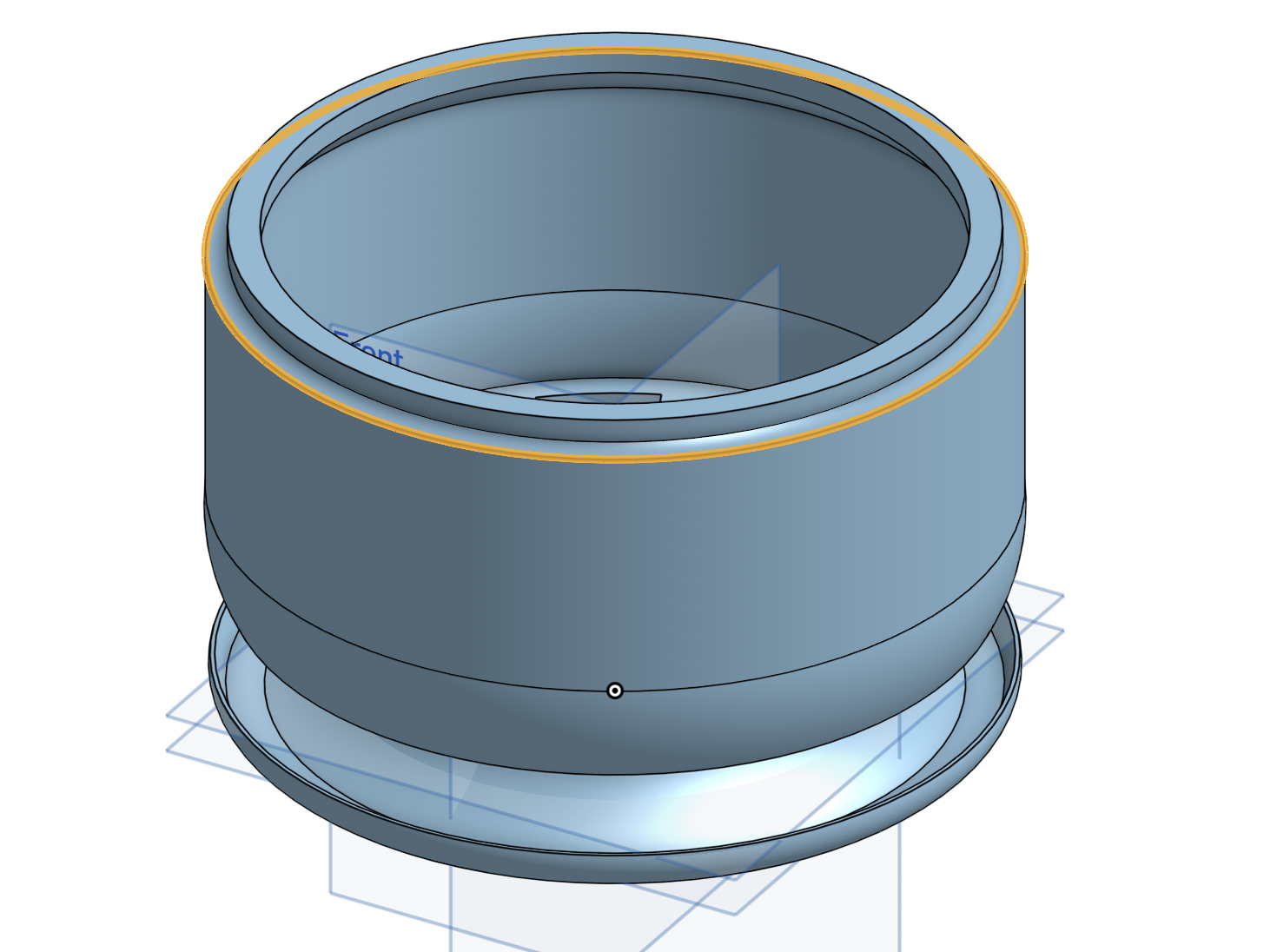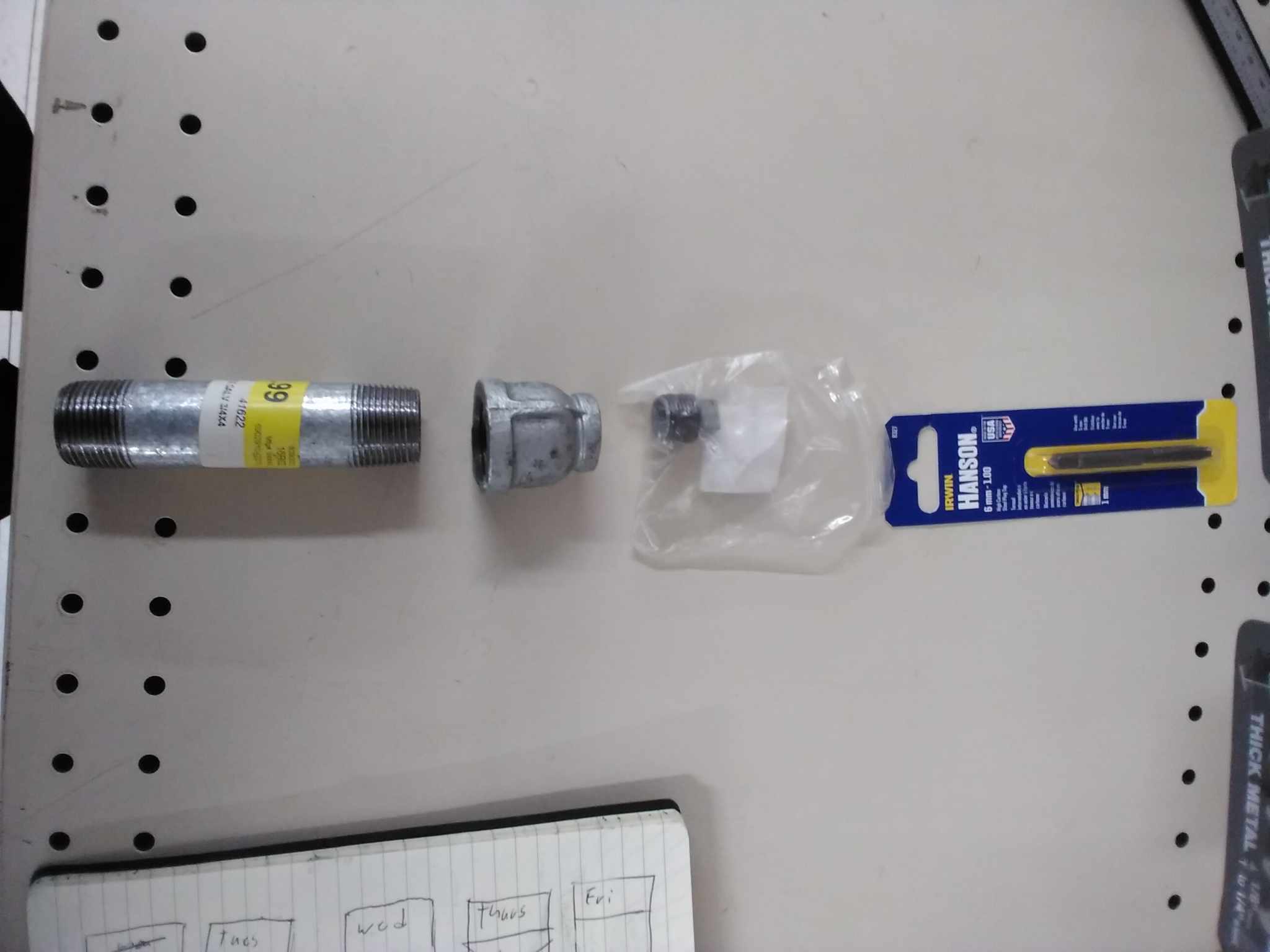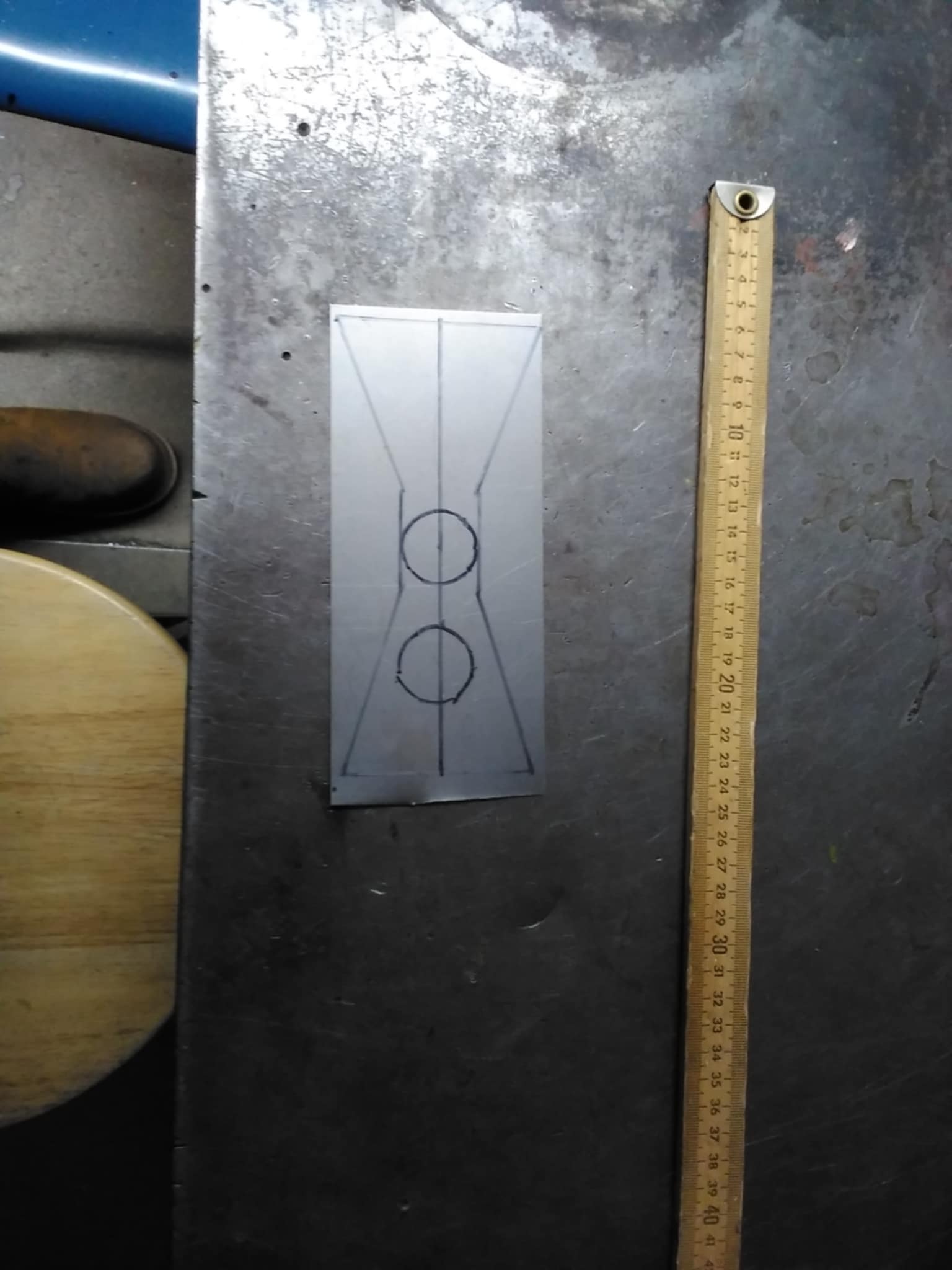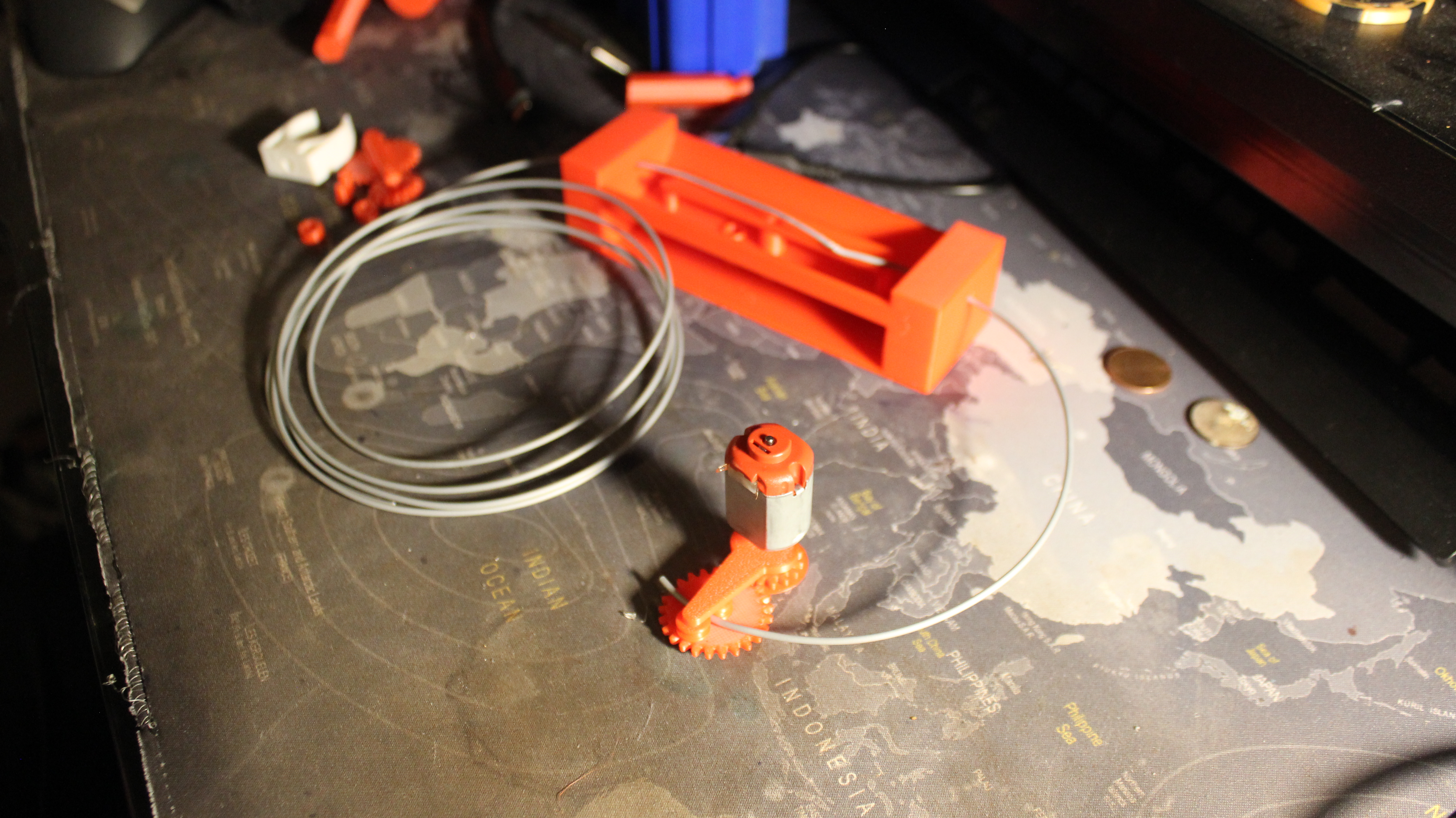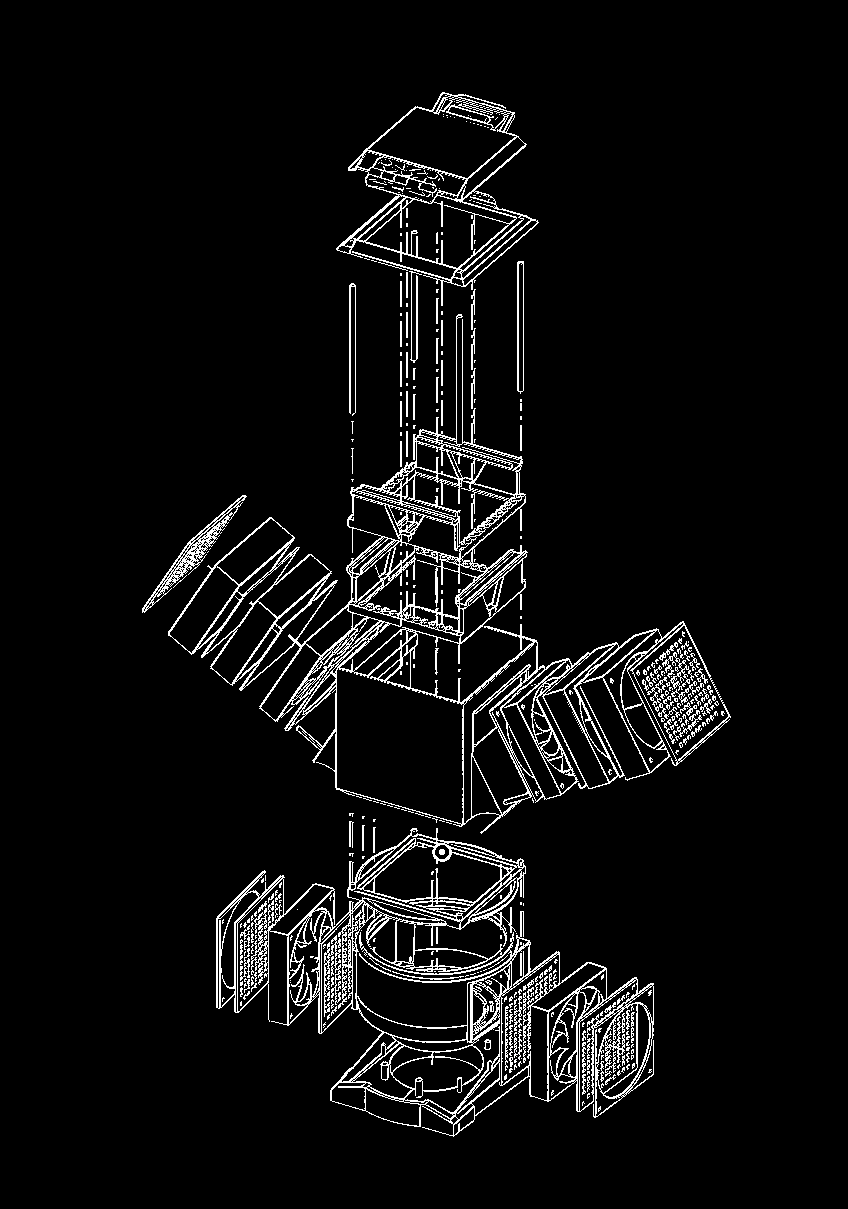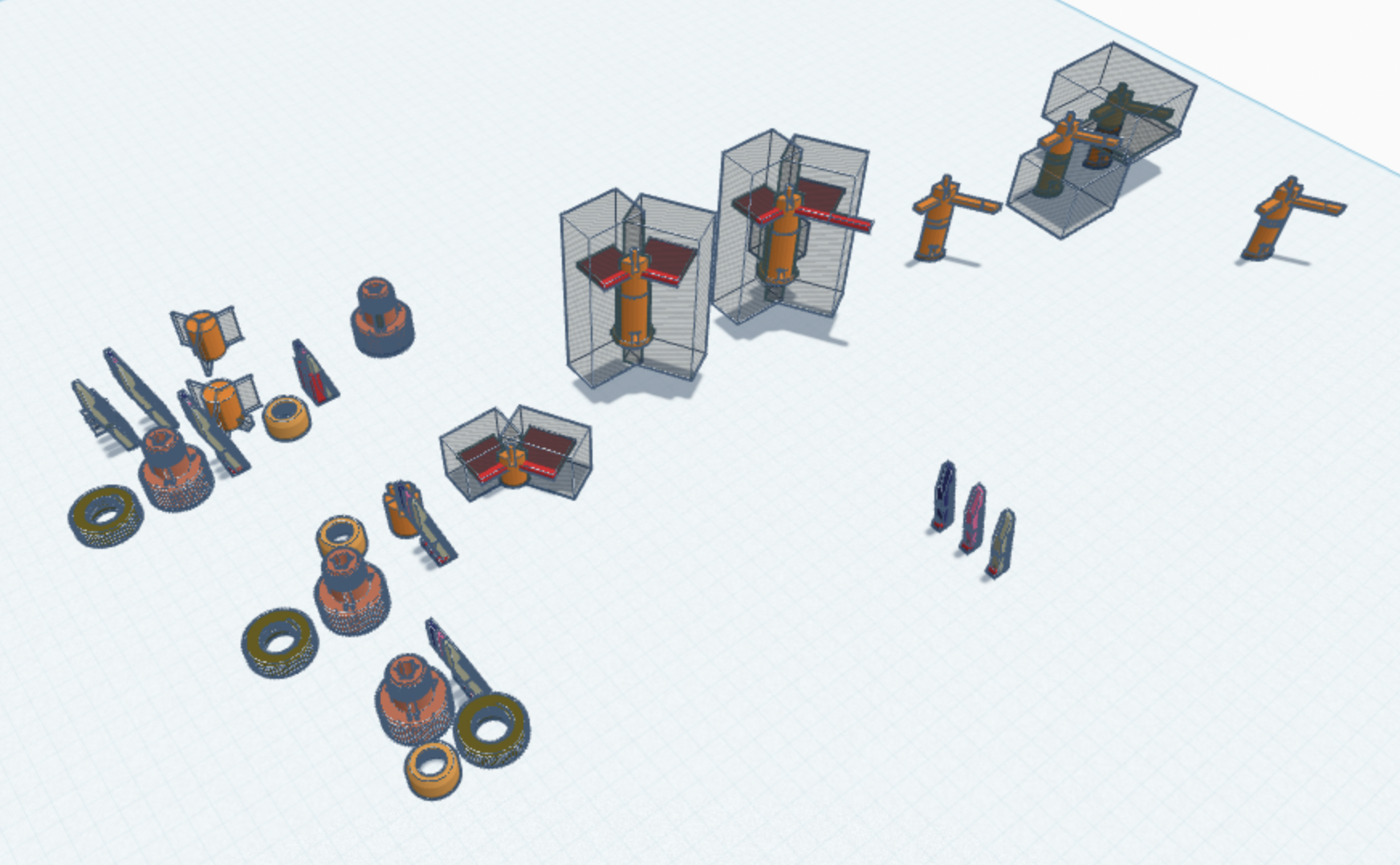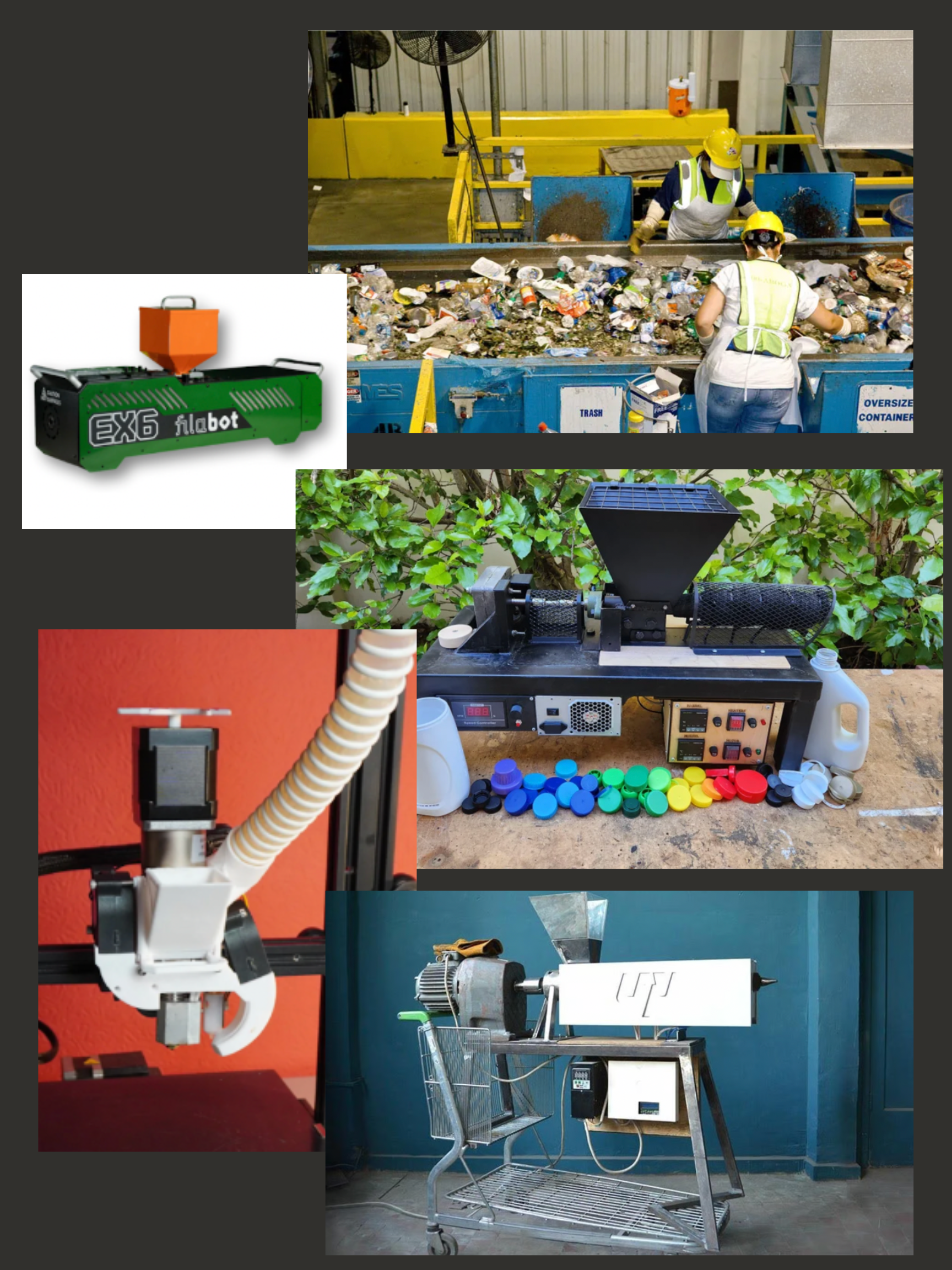
variety of extruder idea images
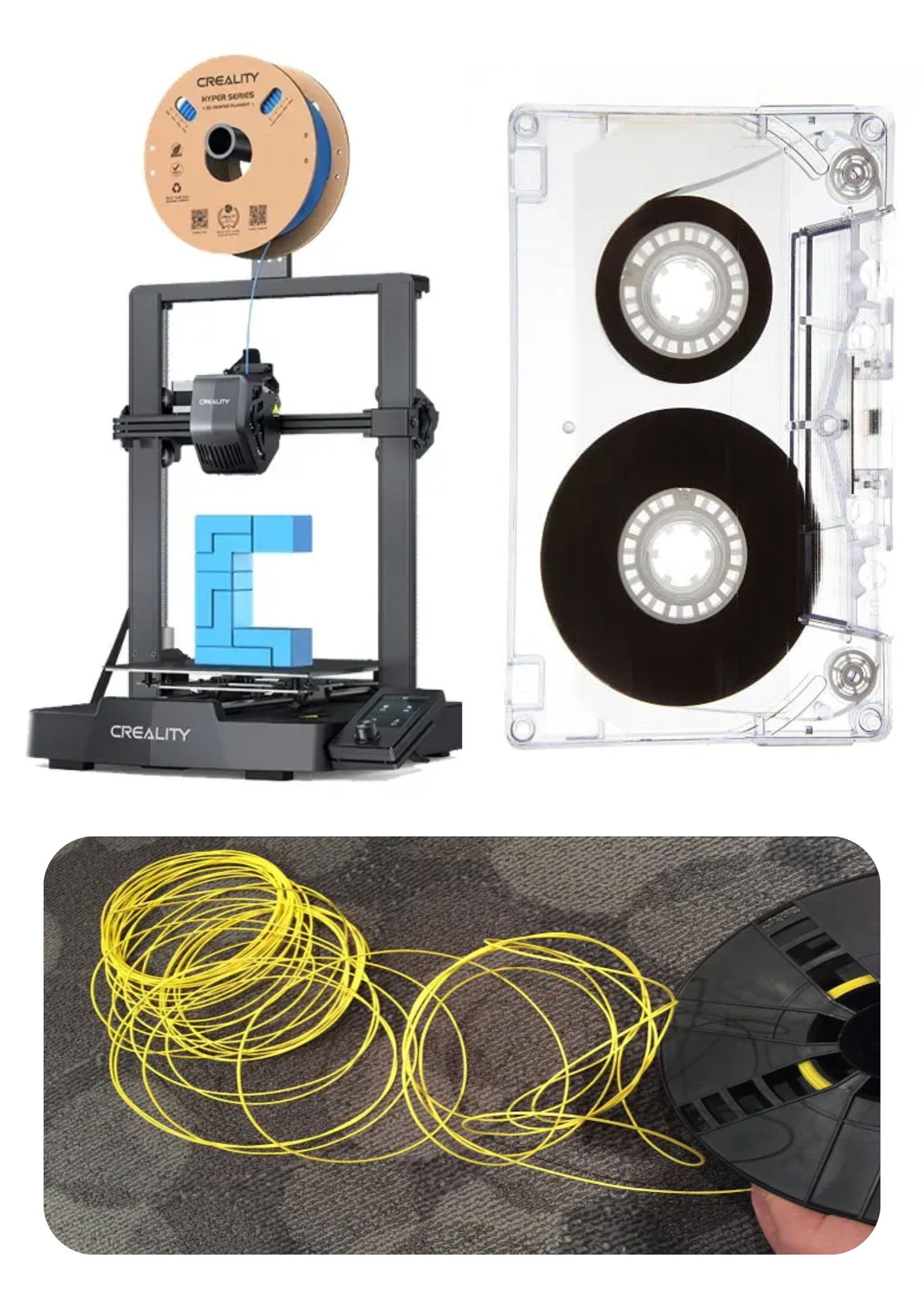
Background
This is a project i've been wanting to do since near the end of last year (2023), but only now after a lot of research and smaller projects do i feel comfortable to pursue it. This project is create a mass market 3d filament recycling system prototype. i'm sure that this will be BY FAR the hardest project i've ever done with issues i can't even fathom at this point in the process.